Зварювання - найнадійніший спосіб з'єднання електропроводів
- скручування
- Сварка
- Пайка
- Клемні з'єднання, гвинтові відгалужувальні затискачі і болтові з'єднувачі
- Обтискові гільзи і інструменти для них
У статті описані різні способи з'єднання електропроводів, вказані їх переваги та недоліки. Особливу увагу приділено зварюванні проводів як самому надійному способу з'єднання проводів.
Кожен електрик, який виконує електромонтажні роботи, знає, що найвідповідальніший ділянку при електромонтажу - це з'єднання проводів. Головна вимога до них - створення максимальної провідності між проводами і надійність стику. В ідеальному випадку, опір з'єднання повинно бути мінімальним і не збільшуватися при тривалій експлуатації. Недотримання цієї вимоги призводить до перегріву місць з'єднання проводів, до їх пошкодження і часто до пожежі. В даний час, придумано багато способів з'єднання провідників, кожен з них має свої переваги і недоліки. Ось найпопулярніші: скручування, зварювання, пайка, клемні з'єднання і затискачі, гвинтові відгалужувальні затискачі, болтові з'єднувачі, з'єднувальні ізолюючі затискачі ЗІЗ, затискачі типу WAGO, опресовування. Розглянемо їх.
скручування
Колись найпопулярніший серед електромонтажників спосіб з'єднання проводів, нині заборонений. У 1970-ті роки дроти перетином до 10 мм2 включно дозволялося поєднувати скруткой, без пайки і зварювання. Але в 7-ї редакції «Правил улаштування електроустановок» вийшла в 2009 р в пункті 2.1.21 глави 2, написано:
«З'єднання, відгалуження та оконцевание жив проводів і кабелів мають здійснюватися за допомогою опресування, зварювання, пайки або затискачів (гвинтових, болтових і тл.) Відповідно до діючих інструкцій, затверджених в установленому порядку».
Як бачимо, скручування в списку немає. Тут слід уточнити, що скручування заборонена в чистому вигляді, тобто як закінчений технологічний процес, але при інших способах з'єднання, наприклад при зварюванні або спайці проводів, вона дозволена і застосовується як її складова частина.
Заборона скручування пов'язано з тим, що якість контакту, тобто його провідність, погіршується з часом. У свіжої скрутці перехідний опір (ПС) може бути в нормі, чому деякі електрики так ратують за неї. Зауважимо, що ПС скручування залежить від площі контакту проводів, сипи їх стиснення, чистоти їх поверхні (відсутність бруду) і наявності окисної плівки. Згодом дроти, взаємодіючи з киснем повітря, окислюються, ПС в місцях їх з'єднання збільшується, і скручування нагрівається, нагрів призводить до ще більшого збільшення окислення проводів і ослаблення сили стиснення проводів, чому скручування ще більше нагрівається.
Чим більший струм в ланцюзі, тим сильніше нагрівається скручування. Тут важливо зауважити, що автомати захисту не розірвуть електроланцюг, в якій скручування нагрілася до стану пожежі, так як струм в ланцюзі майже не змінюється, а зростає тільки температура стику. Саме в цьому небезпека скручування, і це є головною причиною пожеж електропроводки, тому скручування заборонені.
Сварка
На одностайну думку електриків, зварювання - це найнадійніший вид з'єднання проводів. ПС в місці з'єднання зварених проводів з часом не збільшується, тому зварені дроти не перегріваються і служать багато десятків років, забезпечуючи належний рівень пожежної безпеки.
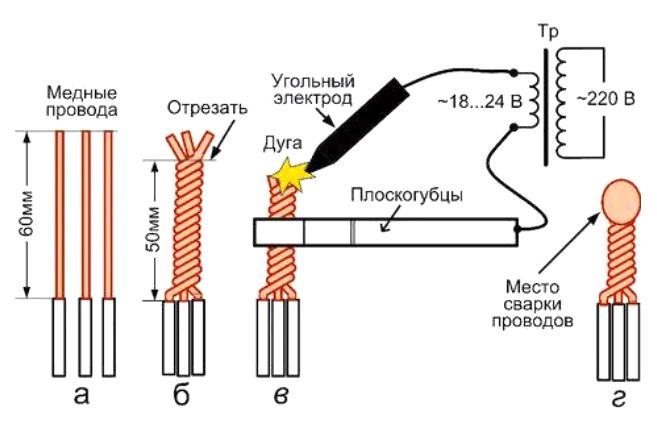
Мал. 1
Технологія (послідовність) зварювання проводів показана на рис.1, а фотографії зварених мідних і алюмінію ніевих проводів показані відповідно на рис.2 і рис.3.

Мал. 2

Мал. 3
Сварка проводів, як правило, проводиться змінним струмом (рис.1, в) і триває 2 ... 3 с. Як зварювального електрода можна застосувати обміднені графітові електроди, що продаються в спеціалізованих магазинах зварювального обладнання, або графітові щітки від колекторних двигунів, або щітки від тролейбусних штанг. Як власників електродів можна застосувати затискачі як заводського виготовлення (рис.4, а), так і саморобні. Підійдуть і затискачі типу «крокодил», ті самі, які застосовують для підключення до кислотних автомобільним акумуляторів.
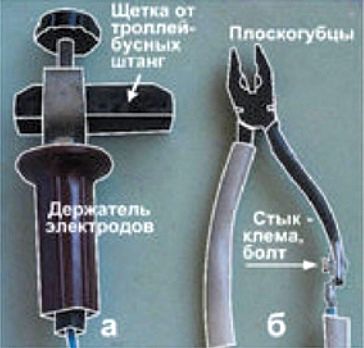
Мал. 4
Провід, що підключають зварювальний апарат до мережі -220 В / 50 Гц, можуть бути будь-якими, необхідної довжини, перетином 2,5 мм2,
а дроти між зварювальним апаратом і скруткой повинні бути довжиною до 1,5 м перетином 10 мм 2, в крайньому випадку - 6,0 мм 2, але в такому випадку, довжиною не більше 1,0 м. У цих проводах буде проходити струм до 100 А . Величина струму залежить від кількості проводів в зварюваної скрутці і, природно, від потужності зварювального трансформатора. Якщо зварювальний апарат здатний видати струм 50 ... 90 А, то це досить для практичної роботи.
В якості контакту зварювального апарату зі скручуванням, тобто «Маси», застосовують плоскогубці, ручку яких проводом через болт і клему (рис.4, б) приєднують до зварювального апарата. Плоскогубці, крім створення контакту скручування зі зварювальним апаратом, є теплоотводом, що запобігає підгоряння ізоляції проводів.
Мідні дроти зварюються легко. Якщо ви раніше не варили скручування, то вам необхідно потренуватися на окремих шматках дроти з різним їх кількістю в скрутці. Алюмінієві дроти зварювати важко, головна перешкода тут - окис алюмінію, його температура плавлення 2050 ° С, хоча чистий алюміній плавиться при 660 ° С. Крім того, окис алюмінію погано піддається впливу флюсу. Хороший розчинник для нього - наступний склад (продається в спеціалізованих магазинах для зварювання);
- фтористий калій -1 частина;
- хлористий цинк - 8 частин;
- хлористий літій - 32 частини;
- хлористий калій - 5 частин.
Перед застосуванням цей флюс треба розвести до густоти пасти, натерти їм алюмінієві дроти і потім зварювати їх так само, як мідні.
Тепер про головне елементі для зварювання проводів - зварювальному апараті. Його можна купити готовим в магазині або зробити самому. Розглянемо обидва варіанти.
інвертор
Електронний зварювальний апарат заводського виготовлення. Його пряме призначення - зварювання металів. Він, без переробки, може бути використаний для зварювання проводів. Для цього в якості електрода треба використовувати графітові
електроди.
На ринку представлена велика кількість інверторів за прийнятною ціною, малих розмірів і масою близько 3 кг, що дуже важливо для електриків, так як їм часто доводиться зварювати дроти під стелею, перебуваючи на високих сходах. Принцип роботи інверторів наступний;
спочатку ~ 220 В випрямляється, потім перетворюється в змінну напругу частотою 30 ... 100 кГц, далі подається на високочастотний трансформатор і після нього випрямляється до напруги близько 60 В, тобто зварювання здійснюється постійним струмом, при цьому «плюс» підключається до скрутці. Струм зварювання у них регулюється у великих межах, звичайно, від 20 А до 100 ... 250 А (в залежності від моделі). Для зварювання проводів регулятор струму зварювання інвертора необхідно встановити на ток 30 ... 60 А (підбирають експериментально).
Переваги інверторів: можливість регулювання струму в великих межах і зварювання скручування будь-яких діаметрів; малу вагу; прийнятна ціна. Електрики, зварюють ними скручування, швидко навчаються і задоволені якістю зварювання. Але інвертори також мають і мінуси - складність їх схеми і складність ремонту, необхідність берегти їх від підвищеної вологи, різких перепадів температур і злодіїв.
ТС 700-2 - спеціальний апарат для зварювання скруток проводів
Виготовляє його ТОВ «ПРИЗМА» в Росії, в Пермському краї (рис.5). У комплект крім зварювального апарату, зібраного по трансформаторною схемою, входить сумка для перенесення апарату на плечі, знімні зварювальні кабелі - 2 шт., Мережевий кабель для ~ 220 В, окуляри для зварювання, 5-10 зварювальних вугільних електродів і інструкція. Принципову схему і дані трансформатора завод не докладає.

Мал. 5
Характеристики ТС-700-2
- Габарити апарату .... 200x188x66 мм;
- Напруга живлення …. ~ 220 В + 15 / -20%, 50 Гц;
- Енергоспоживання в режимі зварювання .... до 1,3 кВт;
- Струм «холостого ходу» .... Не більше 0,035 А;
- Напруга вторинної обмотки .... ~ 18 ± 0,5 В;
- Максимальну сумарну перетин мідних проводів в зварюваної скрутці .... 20 мм2;
- Габаритна потужність трансформатора .... 700 Вт;
- Маса виробу в повному комплекті .... не більше 5,1 кг;
- Рекомендований розмір вугільного електрода .... діаметр 8 ... 12 мм, довжина 100 ... 150 мм;
- Рекомендований час зварювання однієї скрутки .... 0,3-4,0 с;
Відгуки електромонтажників про роботу цього апарату найпозитивніші.
Як самому зробити зварювальний апарат для проводів Трансформатор для такого апарату краще використовувати вже готовий, заводського виготовлення, або використовувати трансформатор з готової первинної обмоткою, а вторинну перемотати самому. Такі варіанти ми тут і розглянемо.
Фахівці стверджують, що в ідеалі трансформатор для зварювання проводів повинен мати потужність від 500 до 1000 Вт, перетин сердечника 25 мм 2, первинну обмотку ~ 220 В, яка повинна бути намотана мідним (бажано з термостійкої ізоляцією) проводом ПЕВТ діаметром 1,5 ... 2 мм , вторинну обмотку з міді, перетином 15 ... 20 мм 2 і напругою (~ 18 ... 24) В. Необхідно відзначити, що сварка буде працювати і при вихідних напругах (~ 12 ... 24) В. Але ~ 36 В забагато для такої зварювання. Якщо ви будете варити скрутку проводів великою напругою, скажімо, ~ 36 В або ~ 40 В, то скручування буде перегріватися, а мідь плавитися і розлітатися.
Тому фахівці рекомендують знизити напругу і збільшити струм зварювальної дуги. Для цього необхідно перемотати його вторинну обмотку, розділивши її рівно на 2 частини. Намотування, в такому випадку, рекомендується проводити в два дроти одночасно, а після з'єднати їх паралельно. Оптимальним струмом зварювання слід вважати такий струм, при якому електрод НЕ залипає, а дуга горить стійко. Якщо при зварюванні електрод прилипає до скрутці, то це ознака слабкого струму зварювальної дуги і недостатню потужність трансформатора.
Є й інший варіант вирішення проблеми - використовувати стандартні трансформатори з вихідним напругою ~ 36 В. Можна збільшити довжину зварювальних проводів до трьох метрів. При зварюванні на цих проводах буде падіння напруги, і до скрутці додасться більш низьку напругу, близьке до оптимального. Але тут є «підводний камінь»: трансформатор через слабкої потужності може не видати необхідний для зварювання струм.
Є ще один варіант вирішення проблеми малої потужності зварювального трансформатора - встановити силовий мостовий випрямляч з конденсатором (рис.6). Випрямний міст з допустимим струмом 90 ... 100 А встановлюють на радіаторі, а необхідну ємність електролітичного конденсатора 5000 ... 10000 мкФ можна набрати паралельним з'єднанням конденсаторів меншої ємності. «Плюс» прикладають до вугільного електрода. У цій схемі за рахунок заряду конденсатора легко запалюється дуга, яка триває 2 ... 3 с.
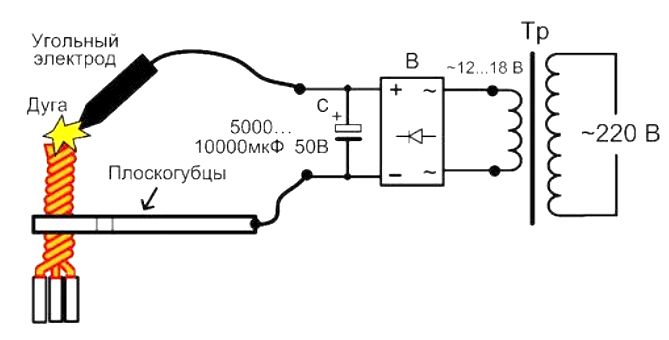
Мал. 6
Відомо, що зварювальні трансформатори малої потужності при зварюванні сильно перегріваються, аж до появи диму. Щоб зменшити нагрівання, необхідно подавати на нього електроживлення тільки на час зварювання, охолоджувати вентилятором і робити перерви між зварюванням проводів.
Якщо ви вирішили самостійно намотати обмотки зварювального трансформатора, особливо його вторинну обмотку, то роботу слід проводити не поспішаючи, притискаючи виток до витка, що дуже важливо, так як при великих зварювальних токах витки від потужних змінних магнітних полів вібрують, їх ізоляція стирається, що може привести до короткого замикання. Саме з цієї причини рекомендується вторинну обмотку заливати електроізоляційним лаком, щоб, завмерши, він перешкоджав вібрації.
Якщо у вас немає потрібного перетину мідного дроту, обмотку можна мотати в 2 або 3 дроти паралельно. А під час намотування алюмінієвим дротом, його перетин необхідно збільшити в 1,5-1,7 рази. Багатожильні мідні дроти для вторинної обмотки можна купити в магазинах електротоварів.
Так як обмотки трансформатора знаходяться в нагрітому стані, то застосовувати для намотування дроту з поліхлорвініповой ізоляцією не можна (розплавитися), можна застосувати дроти в гумовій або гумовотканинної ізоляції. Первинна обмотка готового зварювального трансформатора повинна бути захищена запобіжником на 10 А.
Розглянемо можливі варіанти самостійного виготовлення зварювальних трансформаторів.
Варіант 1. З трансформатора з тороїдальним стрічковим осердям
При однакових характеристиках трансформатори з тороїдальним сердечником виграють у Ш-образних трансформаторів за габаритами і вагою в 1,5 рази, крім того, вони мають вище ККД. Для електриків, часто працюють під стелею, мала вага зварювального апарату має вирішальне значення. Слід зауважити, що намотування тороїдальних трансформаторів пов'язана з труднощами: необхідно виготовити спеціальний човник, на який намотують дріт, а після цього човником намотують трансформатор. Тому я б рекомендував замовити виготовлення «тороида» на електротехнічному заводі, де їх якісно мотають на спеціальних верстатах. Їх фахівці допоможуть вам розрахувати перетин сердечника, кількість витків і діаметр мідного дроту, ви тільки робите замовлення.
Якщо ви вирішили самі виготовити свій апарат на «тороіде», то в якості межобмогочной і зовнішньої ізоляції можна застосувати фторопластову плівку ПЕТФ товщиною 0,01 ... 0,02 мм, лакоткань ЛШСС товщиною 0,06 ... 0,012 мм.
Кількість шарів зовнішньої ізоляції 2-3 шари, після чого намотують первинну обмотку і запивають лаком, далі знову намотують 2-3 шари ізоляції, намотують вторинну обмотку мідним багатожильним проводом перетином в ідеалі 15 мм 2. Після вторинну обмотку заливають лаком і ізолюють лакотканиною або ізоляційною стрічкою на тканинній обмотці.
Варіант 2. З лабораторних автотрансформатора ЛАТР-1,25
Його пряме призначення - плавне ручне регулювання напруги змінного струму в межах 0 ... 260 В. Єдина обмотка ЛАТР-1,25 (рис.7) намотана на тороїдальним осерді. Випускаються ЛАТР різної потужності, для їх переробки в трансформатор для зварювання проводів підійде ЛАТР з мінімальною потужністю 1,25 кВт, його маса 6 кг. Схема ЛАТР-1,25 показана на рис.7, а, а його зовнішній вигляд - на рис.7, б.
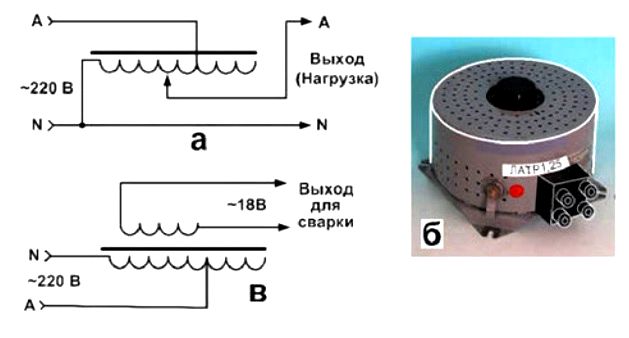
Мал. 7
Для переробки автотрансформатора в зварювальний трансформатор для проводів, необхідно прибрати повзунок, який регулює напругу, і поверх первинної обмотки намотати вторинну обмотку. Для цього необхідно заізолювати первинну обмотку в 2-3 шари лакотканиною або, в крайньому випадку, бавовняної ізоляційною стрічкою. Далі намотують вторинну обмотку, в ідеалі, перетином 15 мм 2 і запивають паком. Кількість витків вторинної обмотки підбирають експериментально, наприклад: попередньо намотують 10 витків дроту (можна тонкого) в ізоляції і вимірюють на них напруга, далі обчислюють кількість витків на 1 В. Напруга вторинної обмотки має бути ~ 18 В, можна і ~ 24 В. Роблять відвід на ~ 18 В. Тут може виникнути питання «Де взяти дроти такого перетину, якщо є, скажімо, ПЕВ перетином 3 мм 2 (діаметром 2 мм)?». В такому випадку можна намотати паралельно 3-4 обмотки цього проводу, а після включити їх паралельно. Схема ЛАТР-1,25, переробленого в зварювальний трансформатор для зварювання проводів, показана на рис.7, в.
Варіант 3. З силових трансформаторів мікрохвильових печей
Потужність таких трансформаторів 0,7 ... 0,9 кВт, що цілком підходить для виготовлення зварювального трансформатора для проводів.
Сердечник трансформатора в них Ш-подібний. На ньому намотані три обмотки: первинна на ~ 220 В і дві вторинних - накальная (кілька витків товстого дроту) і анодна на 2000 В (рис.8).
Силові трансформатори від мікрохвильових печей мають особливість. Пластини їх сердечника проварені (рис.8, б), і розібрати їх, щоб дістатися до котушки обмотки, неможливо. Тому для їх переробки під зварювання проводів необхідно видалити (зрізати) обидві вторинні обмотки - і накальную, і анодний. Накальную обмотку видалити легко, а ось анодного необхідно зрізати ножівкою або болгаркою, причому з двох сторін (ріс8, б). Щоб не пошкодити первинну обмотку, необхідно між обмотками прокласти пластину. Після обрізки вторинної обмотки, її залишки вибивають дерев'яним стрижнем і молотком. Розмір вікна, звільненого від вторинної обмотки, у різних трансформаторів може відрізнятися, в залежності від моделі СВЧ печі, і зазвичай лежить в межах від 14 ... 18 мм в ширину і 28 ... 35 мм у висоту.
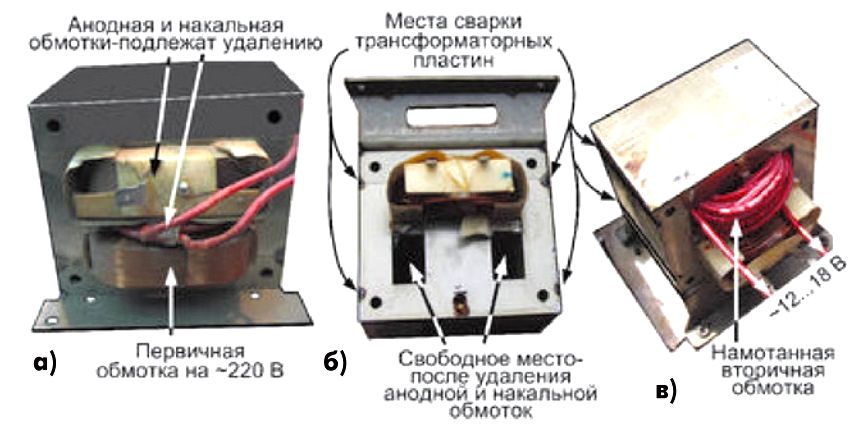
Мал. 8
Намотування вторинної обмотки доведеться проводити через вікна в трансформаторному залозі (рис.8, б), але попередньо необхідно визначити, скільки витків доводиться на 1 В, а після розрахувати їх кількість на ~ 18 В. Для цього будь-яким тонким проводом намотують 10 витків , далі вимірюють на них напруга і обчислюють співвідношення витків / вольт. Зазвичай воно знаходиться в межах 0,8 ... 1,2 В / виток.
Намотування вторинної обмотки необхідно виконати мідним дротом з максимально можливим перерізом для даного вікна трансформатора, наприклад 10 мм 2, або хоча б 8 мм 2. Знаючи довжину одного витка і їх кількість, обчислюють довжину проводу, відрізають необхідну довжину і виробляють намотування. Намотування проводу у вікні сердечника представляє певні труднощі, так як розмір вікна невеликої та в нього необхідно вкласти товстий провід. Намотування краще проводити вдвох.
На рис.8, в показаний один з варіантів вже намотанного трансформатора.
Струм «холостого ходу» у трансформаторів від мікрохвільовіх печей ставити 2 ... 3,5 А, и Вже через 30 хв роботи на «холостому ходу» трансформатор нагрівається до 60 ... 70 ° С. У трансформаторах мікрохвильових печей пластини зварені між собою (рис.8, б), для того щоб трансформатора не гудів.
Так він не гуде, але через проварених пластин в ньому циркулюють великі «вихрові струми», що призводить до сильного нагрівання. Крім того, додатковий нагрів трансформатор отримує і від великих зварювальних струмів. Тому необхідно вживати заходів до його охолодження.
Для цього треба мінімізувати час роботи на «холостому ходу», тобто включати електроживлення на трансформатор тільки під час зварювання, а також постійно обдувати трансформатор вентилятором, таким як застосовують в комп'ютерах. Для його електроживлення напругою 12 В знадобиться окремий малопотужний трансформатор, постійно включений в електромережу.
Варіант 4. З готових трансформаторів заводського виготовлення
На ринку продається велика кількість таких трансформаторів різних потужностей і типів. Та й у кожного електрика є запаси подібних трансформаторів.
Наприклад, трансформатори потужністю 400 ... 600 Вт типу ТБС (Трансформатор Бронєвой Станочний). Напруга вторинної обмотки у них, в залежності від моделі, може бути - (12; 24; 36; 42) В. ТБС з вихідним напругою в ~ 36 В або ~ 42 В вимагає перемотування. Нагадаю, що оптимальний перетин вторинної обмотки 15 мм 2. Сердечники трансформаторів ТБС легко розбираються. При складанні важливо не поплутати місцями його стикові половинки, інакше трансформатор буде гудіти.
Варіант 5. З комп'ютерного блоку живлення (КБП)
Переробка КБП в зварювальний апарат для проводів - приваблива ідея. Такий апарат має малу вагу і габарити, та й ціна прийнятна. Потужність сучасних КБП коливається від 320 до 800 Вт. Малопотужні КБП не підійдуть, а ось 600 ... 850 Вт можна спробувати.
Допустимий струм двох джерел напругою +12 В дорівнює 18 А, а двох інших - 30 А. Якби вдалося їх запараллелить, була б відмінна зварювання. Але для переробки такого КБП в зварювальний апарат є суттєва перешкода: у всіх вихідних напругах КБП існує захист від виходу (перевищення / зниження) напруги за межі встановлених порогів і перевищення максимально допустимого струму, сюди ж входить і режим короткого замикання (КЗ), а зварювання і є режим КЗ. Тому при використанні КБП як зварювання захист вимкне його. Звідси висновок, що необхідно відключити режим захисту, а для цього потрібна принципова схема, а її немає. У кожної моделі КБП вона своя. Однак деякі майстри справляються з цим завданням.
Перероблений КБП показаний на рис.9.

Мал. 9
Пайка
Це з'єднання проводів в скрутці розплавленим припоєм. Правильно зроблена пайка скручування гарантує її хорошу провідність і довговічний контакт. Електрики стверджують, що по надійності пайка займає друге місце після зварювання.
Як же зробити правильну пайку. Необхідно зняти 5 .. .6 см ізоляції з проводів, очистити дріт від оксидів, далі покрити його флюсом і залудити припоєм, після скрутити дроти і знову пропаять припоєм по всій довжині 5 см. Паяти можна як мідні (рис.10, б), так і алюмінієві дроти (рис. 1 0, в). Мідні дроти слід паяти безкислотній флюсами, наприклад розчином каніфолі в спирті, або безкислотній пастами. Застосовувати кислоту не можна, так як вона з часом роз'їсть мідь.

Мал. 10
Для пайки алюмінієвих проводів продається активний флюс (рис.10, а), який руйнує окисну плівку алюмінію і сприяє облуговування припоєм. Так як до складу цього флюсу входить кислота, то для того, щоб вона з часом не роз'їла алюміній, її необхідно нейтралізувати водним розчином харчової соди. Розчиняють одну чайну ложку на півсклянки теплої води і цим розчином за допомогою щіточки обмазують місце пайки.
Для пайки мідних скруток слід застосовувати паяльник потужністю від 100 Вт. Потужності такого паяльника досить, щоб швидко прогріти дроти, так як до холодних проводам припій не пристає (рис.11). Золоте правило пайки - олово обволікає тільки гарячі дроти.

Мал. 11
Якщо ви проводите ремонт електропроводки будинку, то паяльника 100 Вт достатньо. Якщо ви електромонтажник-професіонал, то для масових пайок слід застосувати перероблений паяльник «топірець» (рис.12), його потужність 150 ... 200 Вт. У торці його мідного жала необхідно просвердлити отвір діаметром 13 ... 15 мм і глибиною 50 мм (рис.12). При свердлінні необхідно стежити, щоб свердло проходило строго посередині стержня і не утворило збоку діру. Після того як отвір буде готово, його заповнюють припоєм.
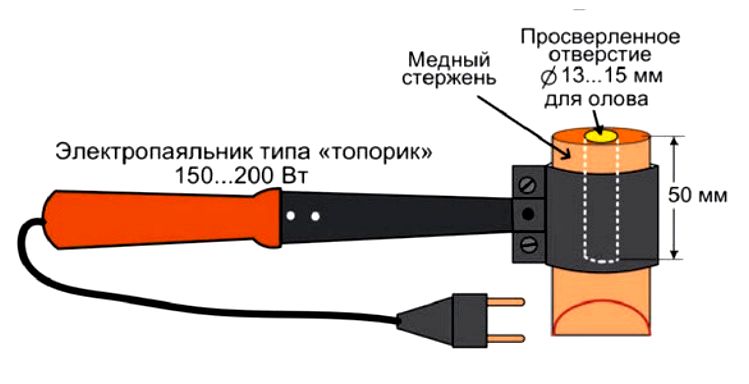
Мал. 12
Мідні очищені скручування обмазують флюсом і вставляють на 3 ... 4 з в отвір з розплавленим припоєм, припой прогріває скрутку і облужівают її. Все проходить швидко і надійно. При роботі з паяльником «сокиру» завжди треба мати під рукою зручну підставку, яка гарантує вертикальну стійкість жала, щоб воно часом не перевернулося і припій НЕ вилився на ваших колег, які працюють внизу.
Скручування, облуженние в отворі паяльника «сокиру», «прихоплюють» мінімум олова (рис.13, а). Якщо така скручування працює при малих токах, то проблем немає, але коли проходять дуже великі струми, то припой може розплавитися. Справа в тому, що олово має провідність в 6 разів гірше міді, і коли через тонке олово проходить струм більшої щільності, то струм може розплавити припій. Щоб цього не сталося, необхідно такі скрутки (з тонким оловом) обволікати додатковою кількістю припою (рис.13, б), при цьому нагрівання скручування зменшується.
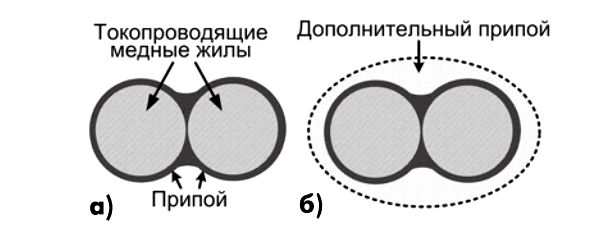
Мал. 13
Хочу застерегти і ще про одну проблему. Якщо в скрутці велику кількість проводів, то є ймовірність, що частина проводів, що знаходяться всередині її, не припаяти. Вихід із ситуації в наступному; по-перше, перед тим як скручувати проводи, всі їх необхідно залудити; по-друге, не дуже щільно скручувати проводи, щоб були порожні місця; по-третє, добре прогріти скрутку, тоді розплавленийприпой заповнить ці місця. Особливо добре відбувається заповнення припоєм в отворі паяльника «топірець».
Ізоляцію скруток найкраще проводити термоусадочної трубкою, підібравши відповідний діаметр і прогрів її технічним феном. Можна також використовувати ізоляційну стрічку х / б, намотавши не менше трьох шарів.
Пайка проводів також має недолік: її важко переробляти, додавати дроти. І ще, якщо пайка зроблена методично неправильно, то при проходженні через неї дуже великого струму, припой може розплавитися і витекти.
Клемні з'єднання, гвинтові відгалужувальні затискачі і болтові з'єднувачі
клемні з'єднання
Це досить дешеві вироби, які продаються для різних перетинів проводів (рис.14, а). Застосовується в ланцюгах з малим струмом, наприклад в освітлювальних. Метод застосування: провід звільняють від ізоляції, проштовхують в отвір і затискають гвинтом. Не можна затискати багатожильні дроти, їх попередньо необхідно обжати гільзою. Гвинти рекомендують раз на рік підтягувати, так як затискачі послаблюються. Не можна сильно затискати гвинт, так як латунне підстава може тріснути. Не рекомендується для алюмінієвих проводів.

Мал. 14
Інший клемний затиск показаний на рис.14, б. Такі затискачі виробляються різних розмірів, для різних перетинів проводів. Може бути використаний в среднеточних ланцюгах з напругою до 600 В. Дозволяє з'єднувати як одножильні, так і багатожильні дроти, в тому числі мідь і алюміній. Можна використовувати і в ланцюгах розеток.
Гвинтові відгалужувальні затискачі типу «горішки»
Свою назву вони отримали через зовнішньої схожості з горіхами. Основне застосування - відгалуження від магістральних ліній кабелів і проводів напругою до 660 В зі зняттям ізоляції на місці установки без розрізання проводів (рис.15, а), а також для переходу від алюмінієвого проводу на мідний (рис.15, б, в). Корпус виконаний з негорючого полікарбонату, а металеві пластини виконані з анодованої стали.

Мал. 15
Болтові з'єднувачі Можуть застосовуватися в ланцюгах з великими струмами (рис.16). Дозволяють з'єднувати мідні і алюмінієві провідники через сталеву шайбу, прокладену між ними. Якщо ви поєднуєте тільки мідні дроти, то краще використовувати мідні шайби, так як вони мають кращу провідність. Болтові з'єднувачі створюють надійні з'єднання, але вони громіздкі за габаритами, через що в квартирній проводці цей спосіб практично не використовується.

Мал. 16
з'єднувачі WAGO
Випускаються в різних варіантах виконання, на кількість проводів від 2 до 8 шт., Перетином 0,75 ... 4 мм 2. При практичному застосуванні необхідно звільнити кінчик дроту від ізоляції, 10 ... 15 мм, і, піднявши важіль, вставити в гніздо і закрити важіль. Усередині з'єднувачів WAGO знаходиться пластинчатая пружина, яка постійно пружної провід в двох місцях (рис.17, б), і спеціальна паста на основі вазеліну, яка, огортаючи провід, перешкоджає його окисленню. Крім того, цей з'єднувач дозволяє з'єднувати мідні і алюмінієві дроти, одножильні і багатожильні з не тонкими жилами. WAGO сертифікований для роботи в електромережах. Конструкція цих затискачів дозволяють використовувати дроти багаторазово, для цього відкривається важіль і вставляється або замінюється провід. Цей клеммник популярний серед електромонтажників, так як дозволяє швидко з'єднувати дроти і цим швидко заробляти гроші. Але електрики-експлуатаційники не поділяють радості своїх колег, вони відзначають, що на токах понад 16 А пружина нагрівається і послаблює тиск, стик збільшує свою перехідний опір, через що збільшується температура пластмаси, і вона розплавляється. Електрики-експлуатаційники рекомендують використовувати з'єднувачі WAGO тільки в ланцюгах з малими струмами, наприклад для світильників і люстр.

Мал. 17
ЗІЗ
Розшифровуються як «з'єднувальний ізолюючий затиск». Являє собою пластмасовий ковпачок, усередині якого знаходиться нікельована пружина (рис.18, в). Пружина накручується на дроти скручування (рис.18, г) і стискає їх. Від стиснення перехідний опір між проводами зменшується. Практичні вимірювання перехідного опору скруток показують, що їх опір різко зменшується тільки в початковий період стиснення, при подальшому стисненні воно також зменшується, але незначно. Цей принцип і використовують Сізи. Вони визнані «сертифікованим» видом з'єднання і випускаються різних розмірів (рис.18, а, б, в), для їх застосування в залежності від загальної товщини скручених проводів. Сізи порівняно дешеві, дозволяють швидко з'єднати і ізолювати скрутку, додавати (прибирати) дроти, що і визначило їх масове застосування. Однак електрики, обслуговуючі електромережі, що не захоплені їх надійністю через малу довжину оголених проводів в скрутці, близько 3 см, і випадків сповзання пружин зі скручування, чому пластмаса ковпачка розплавляється. Тому фахівці рекомендують використовувати Сізи тільки в освітлювальних ланцюгах, де протікають малі струми.
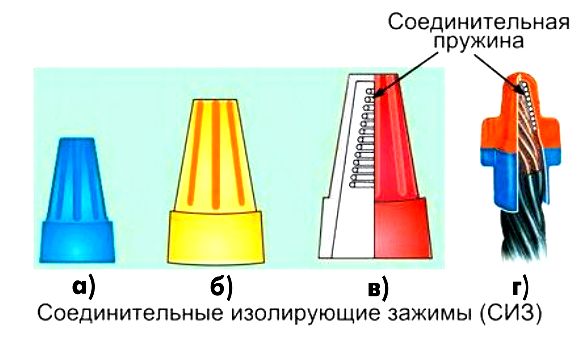
Мал. 18
Обтискові гільзи і інструменти для них
Опресовування - універсальний спосіб з'єднання проводів, дозволяє пропускати великі струми.
Для їх з'єднання використовуються спеціальні металеві гільзи (мідні, мідно-луджені, алюмінієві, мідно-алюмінієві) і прес-кліщі.
Гільзи можуть мати перетин від 2,5 до 32,0 мм 2 і використовуються для опресування відповідно як мідних, так і алюмінієвих проводів. Мідно-алюмінієві гільзи (рис.19, б) дозволяють з'єднувати мідні дроти з алюмінієвими.
Для отримання малого електричного опору обтиску, дроти і гільзи повинні мати чисту поверхню, обмазані кварцевазеліновой пастою, яка не дає проводам окислюватися. Всі проводи повинні туго входити в гільзу, якщо ж в гільзі все ж залишилося порожнє місце, то його рекомендується заповнити відрізком проводу без ізоляції. Скручування в цій технології не застосовується, так як порожнечі між гільзою і жилами всередині гільзи розподіляться в неправильному порядку.
Опресування гільз повинні проводитися тільки спеціальними прес-кліщами, які можуть бути гідравлічні (рис.19, а), з'єднувальні (рис.19, в) або електричні.

Мал. 19
У комплект деяких прес-кліщів, наприклад гідравлічних, входять змінні матриці, які треба підбирати так, щоб вони відповідали діаметру гільз. Обтиск гільз повинен бути проведений з дотриманням контактного тиску і глибини вдавлення.
Обтиск проводів може бути використаний не тільки в електричних ланцюгах, але і при монтажі заземлений. Опресовані гільзи ізолюють термоусадочної трубкою або ізоляційною стрічкою.
Недолік опресування - їх одноразове використання, тобто вони не обслуговуються.
Автор: Микола Власюк, м Київ
Можливо, вам це буде цікаво:
Тут може виникнути питання «Де взяти дроти такого перетину, якщо є, скажімо, ПЕВ перетином 3 мм 2 (діаметром 2 мм)?-
Служение слова

Те, кто отвечает за собрания, не должны пребывать в покое,...
Читать полностью -
Божье благословение находится в единстве

Божье благословение для церкви находится в единстве. Святой...
Читать полностью -
Не сеять семя смерти и разлада

Те, кто усвоил урок, скажут «аминь», если старейшины решат,...
Читать полностью -
Высшее проявление гордости
Те, кто живёт в доме для работников, являются талантливыми...
Читать полностью
