Приклади і проби підвищення агресії різу
oldTor
17-7-2016 19:22 oldTor
Вирішив продемонструвати на прикладі швидкоріза Р6М5, один з варіантів отримання дуже агресивного різу, під волокнисті матеріали.
Незважаючи на те, що про це багато сказано і написано, іноді складається враження, що багато залишається не зрозумілим, тому постарався показати в макро все в кілька перебільшеному варіанті.
Я для себе обізвав цей варіант "принципом серпа" - де є насічка в напрямку різу на "внутрішньої" стороні клинка, а на зовнішній є фасочка, по якій проводиться правка.
Отже - для початку, клинок досить ретельно і чисто заточується, до гарної гостроти і однорідності кромки.
Далі, для нанесення на одну з фасок грубої ризики, я вибираю відповідний абразив. Моя практика говорить, що для більшості сталей, найкращий варіант - електрокорунд \ оксид алюмінію на твердій зв'язці.
Для більш наочного показу, я вибрав Norton India Coarse, застосовував його насухую, без МОР. За обраною фаске, акуратно, без тиску, працюємо, поки тактильний відгук і проводка нігтем не покажуть достатньої однорідності кромки. Після Індіана, я беру агломеровану пробку на дощечці, на якій з маслом розлучена грубувата паста ГОІ (номер 3 в даному випадку) і трохи підправляти результат на обох фасках - на обробленої на Індіана, дотримуюся напрямок рисок від Індіана, а на інший фаске роблю самі різні рухи, щоб прибрати заусеночние явища.
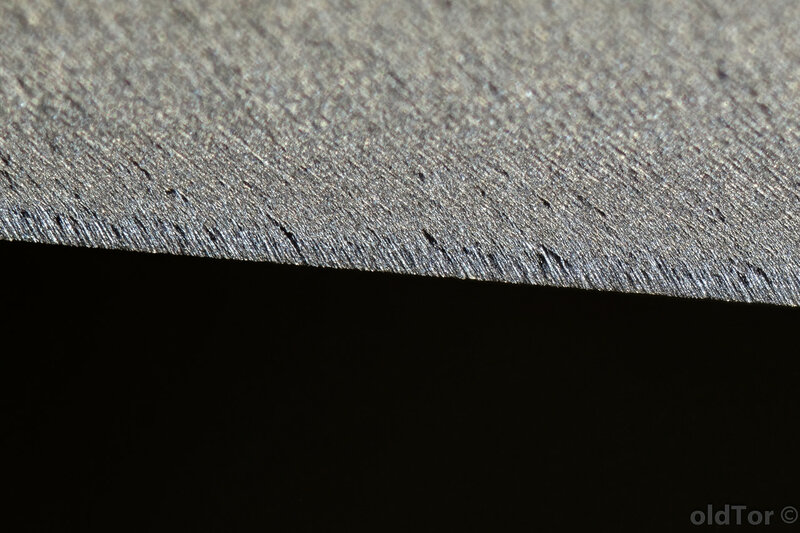
Вийшло ось так - зробив макрофото в двох ракурсах і світлі, і вдаліше ще чуйна підправив і кропнул - перші два - 2,6 мм. по горизонталі, і третє - 1мм. по горизонталі:


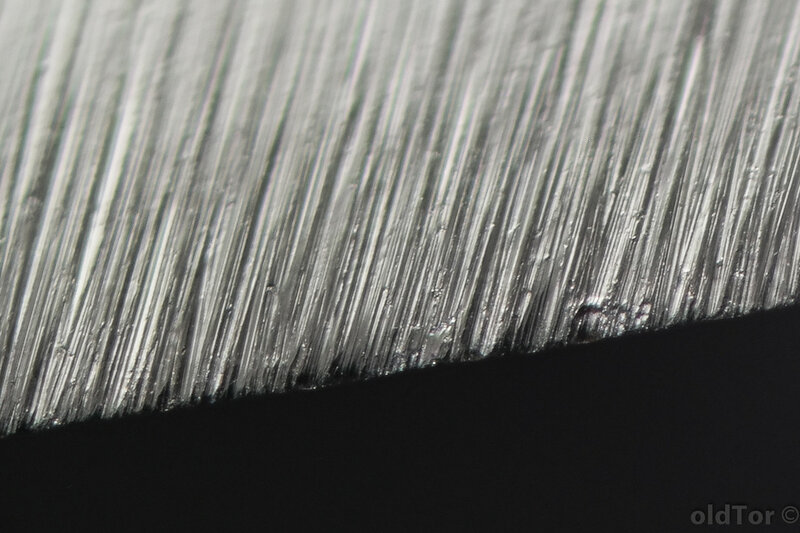
Як можна спостерігати, ризику виходить широка, щодо неглибока для своєї ширини, і не прорізає наскрізь ріжучу кромку, що я вважаю дуже важливим аспектом. Якщо таке десь і сталося, то це поодинокі явища, які далі будуть куповані.
Тепер подивимося на іншу сторону. І ось тут починається цікаве - можна спостерігати, що швидкоріз, незважаючи на всю свою твердість і лігатуру, схильний до пластичних деформацій в досить високого ступеня (деякі унікуми, які Ящеріцина не читали, або читали по діагоналі, до сих пір вважають, що пластичних деформацій на сталях твердіше 60 немає або "ну майже немає", хоча на прохання підтвердити це, наприклад, показом якого-небудь ножа, у якого під час заточування ніколи не утворюється задирок, почасти є наслідком їх в тому числі - не можуть) і в даному випадку, крупне зерно і діа, просто вигинає фаску у кромки, на іншу сторону:
Звичайно, можна зробити це явище сильнішим чи слабшим, вибравши інший кут атаки кромки на зерно, або взявши брусок із зерном подрібніше, взагалі не робити, але нам, взагалі-то, це не завадить, і навіть більше того - далі трохи допоможе, особливо в рамках сьогоднішньої проби, для наочності показу. Як я вже говорив - головне щоб ці вигнутості були прорізані грубим зерном.
Ось якщо так обробляти клинок які раніше не заточений як слід, на нормальних абразивах, а як попало, то прорізів кромки, а то і відколів уникнути значно важче.
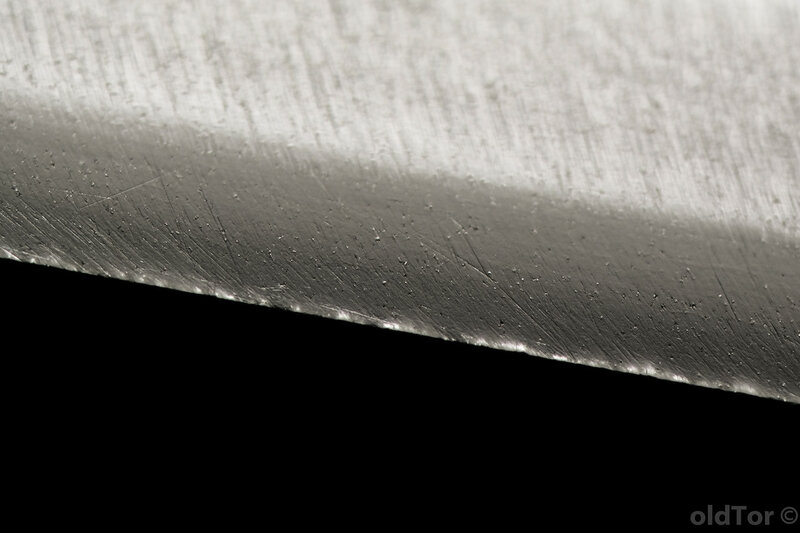
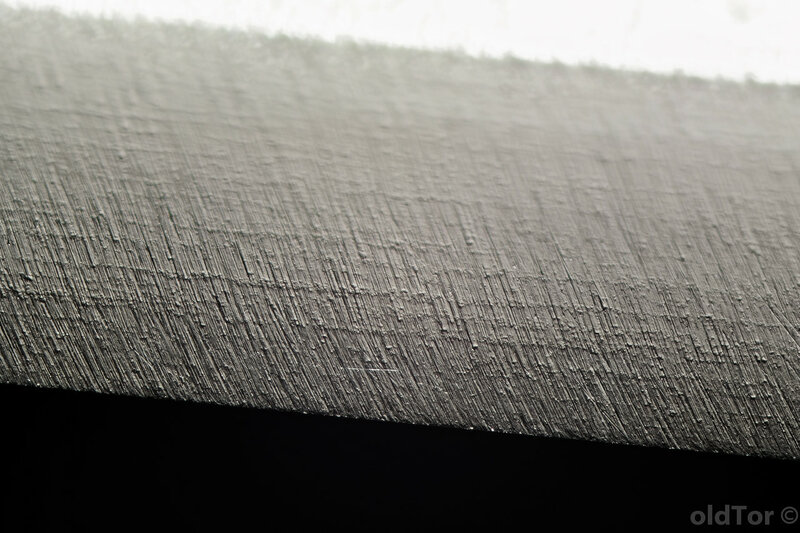
Тепер, можна приступати до остаточного формування кромки, і робити це слід твердим тонким абразивом. В ідеалі - потрібно було б за наявною фінішної фаске це робити, але мені важлива була наочність, тому я підвищив кут, "спиляв" опуклості, правда не до кінця, але вже видно натяки на півкола, як якщо дивитися на Серрейторний клинок з плоскою боку :

Використовував Байкалі - це від нього на "спиляному" рісочка - поки що не надто рівномірно, але якщо продовжити роботу, то можна отримати вже ярковираженний рельєф кромки і з більш дрібними зубчиками, другим порядком, на кожній "арці", отриманої на грубому абразиві. Ось зробив ще кроп ближче - тут 1мм. по горизонталі - можна прикинути, що продовживши роботу, можна отримати на 1мм. довжини кромки, близько 4-5 "арок серрейтора":

Наскільки глибоку арку виконувати, під яким кутом і який фракцією - вже вибирати по ходу справи. Я тут не став робити її явнее - нігтьової тест показує однорідність задовільну при такій грубості обробки, ріже ніж по-звірячому, передпліччя, зрозуміло, голить, правда шкіру травмує. Більш явною, "арка" стане в міру подальших правок по "тонкої" стороні, тобто агресивність різу в міру таких буде спочатку приростати, а тільки потім вже, йти на спад - що, до речі, подібний варіант заточення вигідно відрізняється - максимум "звірства в розрізі" ще тільки попереду - немає сенсу відразу доточувати арку до нього, ще встигну.
PS
Тема заведена заради обговорення і показу усіма бажаючими, їх практичних результатів реалізації озвученого в заголовку.
Заради того, щоб ділитися корисною інформацією та напрацюваннями.
vovchiklj
17-7-2016 19:53 vovchiklj
Ярослав, а якщо практика є, а фото немає, писати можна?
oldTor17-7-2016 22:28 oldTor
Звичайно! Тільки детальніше, щоб картину скласти, щоб при бажанні повторити, було б простіше! oldTor
17-7-2016 22:44 oldTor
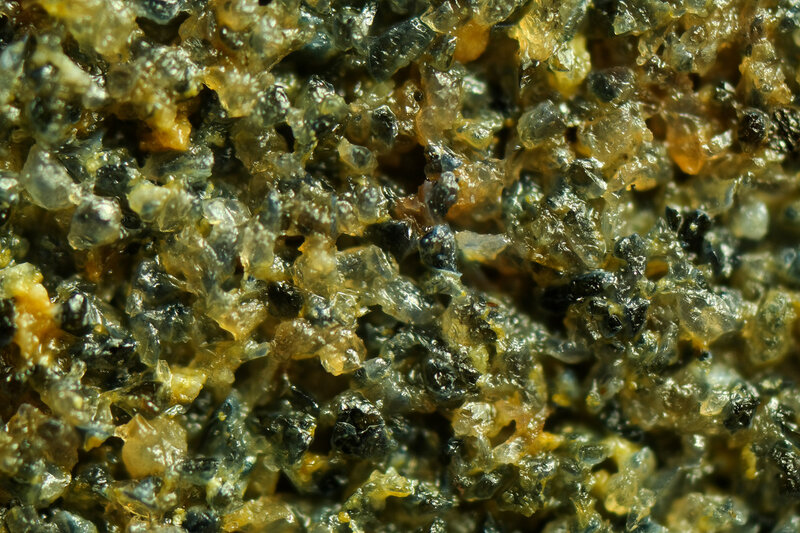
Мені тут вже поставили запитання і попросили відповісти в темі - "чому так сильно схожий результат індії корс на результат навіть Індіа файн - як ніби тонше" - відповідь в принципі є в заголовному пості, але все ж - робота насухую, без виламали зерна з поверхні Індіана, по _ранее_тонко_заточенному_клінку - і ось результат. При інших розкладах, отримати навіть при такому відносно акуратному рельєфі фаски неізодранную кромку навіть на більш тонкої Індіа - завдання практично нездійсненне.
Що стосується ризики - не коштує сприймати зерна як щось настільки акуратне, що ріже однієї вершинкой - якщо подивитися на макро подібного зерна, і згадати що воно не осипалося і не випадає із бруска при роботі, можна прийти до висновку, що більш тоненькі ризики на поверхні фаски це сліди не окремих зерен, але багатьох граней кожного, який брав участь в роботі зерна - для зіставлення, прикладаю макрофото Індіа корс в такому ж масштабі зйомки, що і фаски в заголовному пості:
edit log
Nikolay_K17-7-2016 23:01 Nikolay_K
Nikolay_K
17-7-2016 23:06 Nikolay_K
quote: Originally posted by oldTor:
І ось тут починається цікаве - можна спостерігати, що швидкоріз, незважаючи на всю свою твердість і лігатуру, схильний до пластичних деформацій в досить високого ступеня (деякі унікуми, які Ящеріцина не читали, або читали по діагоналі, до сих пір вважають, що пластичних деформацій на сталях твердіше 60 немає або "ну майже немає", хоча на прохання підтвердити це, наприклад, показом якого-небудь ножа, у якого під час заточування ніколи не утворюється задирок, почасти є наслідком їх в тому числі - не можуть) і в даному випадку, крупне зерно і діа, просто вигинає фаску у кромки, на іншу сторону:
на M390, SG2, BG42 і ZDP189 дуже навіть утворюється задирок. при тому, що твердість там більше 60HRC.
На SG2 задирок майже як на BG42 --- дуже міцний і пластичний (вузли можна в'язати)
сам по собі відвалюватися не хоче і вимагає спец. техніки для виведення.
І це при твердості 61-62HRC.
oldTor
17-7-2016 23:27 oldTor
Дякуємо!
У мене є фото і заусенкі на HSS Р18 під 64 HRC:
Ну, і, правда немає фото, р12 із заявленою твердістю 67 HRC, хоч і вів себе крихко, але теж заусенка була присутня, нікуди вона, як явище, що не зникає і при заточуванні сталей подібної твердості. Правда, я намагаюся зазвичай заточувати так, щоб не давати їй утворюватися надто явно, але це вже інше, та й не для цієї теми.
edit log
oldTor17-7-2016 23:40 oldTor
Ось, до речі, ще в 2012 році викладав свої спроби привести в порядок старий серп, і власне, з тих пір потроху і пробував перенести ідею на ножі, час від часу. Фотки звичайно так собі, зате є корисні коментарі та посилання:
http://forum.guns.ru/forummessage/224/1052606.html
edit log
Nikolay_K
18-7-2016 00:01 Nikolay_K
До речі, як-то потрапила в мої руки одна залізяка з Bohler S290 з твердістю 70HRC
Так ось, вона теж давала задирок. Правда дрібний і не особливо міцний.
Gukepshev
18-7-2016 00:09 Gukepshev
quote: до сих пір вважають, що пластичних деформацій на сталях твердіше 60 немає або "ну майже немає"
Якщо на стали, при заточуванні, не утворюється задирок, ІМХО, то така сталь, не придатна для виготовлення ножа.
basp07
18-7-2016 8:45 basp07
quote: Originally posted by Gukepshev:
Якщо на стали, при заточуванні, не утворюється задирок, ІМХО, то така сталь, не придатна для виготовлення ножа.
Ото ж бо якути здогадалися шліфувати одну сторону своїх ножів, а іншу точити на чому доведеться, так як брусків в мерзлоті НЕ відкопати, і обов'язково різати задирок, пускаючи на зону рк сталь м'якше. Pengozoid
18-7-2016 8:49 Pengozoid
quote: Bohler S290 з твердістю 70HRC
Так ось, вона теж давала задирок.
S390, 64 HRc теж дає задирок. І частина дефектів кромки після застосування - не відколи, а саме локальна деформація.
oldTor
18-7-2016 13:15 oldTor
Власне, якщо говорити про більш тривіальних методах, і більш простих, для підвищення агресії різу, більше варіантами помірного оголення структури стали (тут головне не переборщити, щоб не допускати виламування карбідів з матриці) і \ або в поєднанні з виведенням на кромку більш явною ризики , то я вже давно роблю за такою схемою - заточка до досить тонкого абразиву, і мікрофаска більш грубим природники - це або водні природні камені з суспензією поагрессівнее, або масляні суспензіати, або камені, в основному, масляні, мають характ рную структуру і нею працюють - тобто тут йдуть в справу: вашіти, турецькі камені, хіндостани і тому подібні.
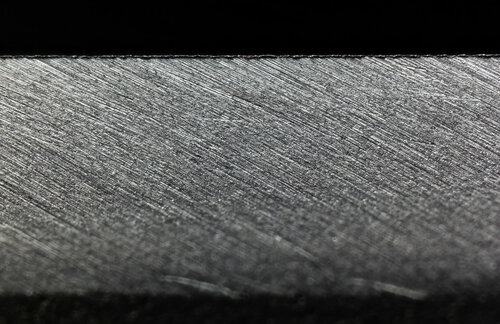
Виглядає це приблизно таким чином - як приклад, мікроподвод на Elmax, виконаний грубувато притертою левантийским каменем з маслом - макро 8: 1, кроп, 2 мм. по горизонталі:
Якщо хочеться більше дати ризику - то звичайно, наносити треба строго в одному напрямку, на зерно, як показано на прикладі.
Якщо хочеться зберегти більше однорідності самої кромки і лише явнее оголити структуру стали - попередньо слід заточити тонший, і вже "грубуватим" природники працювати, приділяючи увагу більше змінним рухам вперед-назад, на заключному етапі, по крайней мере.
edit log
suing
18-7-2016 20:26 suing
Вчора вперше під мікроскопом при 100х побачив, як оголилася структура стали.
Заточував батькам ніж з Д2 для нарізки м'яса і після гріндермановского 1000 з ОА (маркування по fepa) закінчив заточку на розустеке.
Ніколи його раніше не пробував. Спочатку був в жаху від того, що він "надрал на кромці", потім придивився зрозумів, що бачу, заспокоївся.
Рез - супер агресивний.
Шкода тему тільки сьогодні побачить, немає фото тк ніж вже повернув.
З повагою, Іван
basp07
18-7-2016 21:11 basp07
quote: Originally posted by suing:
Вчора вперше під мікроскопом при 100х побачив, як оголилася структура стали.
Заточував батькам ніж з Д2 для нарізки м'яса і після гріндермановского 1000 з ОА (маркування по fepa) закінчив заточку на розустеке.
Ніколи його раніше не пробував. Спочатку був в жаху від того, що він "надрал на кромці", потім придивився зрозумів, що бачу, заспокоївся.
Рез - супер агресивний.
Шкода тему тільки сьогодні побачить, немає фото тк ніж вже повернув.
А у мене навпаки-печалька по вчорашньої заточування D2- заточив до нормальної начебто гостроти, але не впевнений, що вона на ній протримається довго, тому що й тижня не минуло, як втомилася. Чи не знайшов своєї помилки, тому звертаюся сюди за допомогою.
Справа в тому, що швидкоріз (виробник Pilana (Чехія), бистрорезущая сталь D2 (HLS13% Cr) я пробую вперше (можливо і не ця, так як на тих хрому менше), а хвалить її майже кожен другий, і в минулий понеділок, попередньо заточивши до впевненого зацепа волосся на потилиці (нема на алмазах), відвіз мамі на "розправу".
Вчора мені він знадобився, і я відправивши домашніх за ним, і ще одним ножем з 40х13, був здивований обмацавши його кромку: вся оксамитова на дотик, папір ріже ледве-ледве. Сьогодні, заїхавши на обід до неї запитав про резе. Відповідь була, що затупілась майже відразу, хоча працював на пару з ножем з шх15, залишеному їй до цього.
Вчора ж почав точити на пристосуватися відразу з 20мкм (64С), з виведенням заново задирки по всій крайці, потім перейшов на 1000й Hoper, так само акуратно, не ламаючи задирок, потім на тонку вашіту від avtoPRIZ, потім на LI, потім на яшму від Сергія на бланку, і весь цей час задирок відчувався у вигляді бахроми на подушці пальця, зменшуючись, але був уже не бачимо в китайську 30КУ.
Спочатку начебто став набирати гостроту за рахунок зубців, але потім пішла втрата, хоча я з кожним каменем трохи збільшував кут. Зазвичай рез перевіряю після кожного каменю на натягнутій під вагою мотка подвійний, туалетного, папери-рез повинен бути повним без зачепів. А тут почалися все збільшуються зачепи.
З самого початку став спостерігати в 160-200 китайське збільшення: спочатку показувало численні відколи на кромці, які так і не пішли на аж до яшми включно і гостроти мій ніж не набрав, хоча став чіпляти волосся на потилиці, як і раніше, але я вирішив спробувати на япнате з нагурамі, але висип пішла, а гостроти не додалося, але я вперто не піднімаючи кут, перейшов на Байкалі, і тільки трохи попрацювавши на ньому зрозумів, що кут треба піднімати, хоча його я не ламав. Взявши арканзас, трохи придавлюючи, з підйомом, трохи попрацювавши, домігся приросту, але різу волоса на вазі так і не досяг, ні після пари десятків по так званому бланку з шкірою, схожою на транспортерну стрічку з прошарком, ні після охотремня, але далі розуміти і нарізати повну мікрофаска не став.
Читав раніше, що швидкоріз швидко втрачає гостроту, але довго просто ріже, але навіщо мені така сталь, якщо свежезаточенним ніж став різати свіжий, м'який батон на рівні вже використовуються кілька днів ножів з інших сталей, не зрозумію.
Став перечитувати відгуки про заточенню й поведінці цієї стали на інших форумах, але в основному ця сталь, як виявилося, використовується, як богородські ножі, по дереву і шкірі, і дивовижно тримає заточку тільки після пасти гої і ременя, чого я не любитель.
Тому залишив подальшу заточку цієї стали до отримання відповідей: тримає вона гостроту без циганської заточки, як вище, у Ярослава, поводиться як Х12МФ, або все ж у неї завжди мильний рез на продуктах без алмазів, або заточування тільки на великих абразивах (хоча сипле на них) і її предназначеніе- шкіра і дерево?
Пишу так само тому, що годинку назад заточив на алмазах, другий ніж з 40х13, який у мене був більше півроку, і точний був на алмазах, а останні півроку знаходиться у мами і точиться, тобто підводиться раз в три тижні на вашітах і Арканзасі і приношу його вже втомленим.
Поки точілся на алмазах у мене будинку-рез домашніх радував, або рівень домашніх в розрізі, рік назад, був інший, але я його катував на пару з ножами таких ковалів, як Шалім і fazadmitrij і ця сталь від коваля з багаторічним досвідом себе не підводила , і йшла на рівних.
Вирішивши заново її спробувати на алмазах, я почав переточування цього ножа на кут 27-28град. з алмаза 200/160 і грубо вивів задирок, потім послідовно його не ламаючи, 160 / 125,100 / 80 і 50/40.
На 50/40 майже на вазі, кілька разів перевертав ніж на пристосуватися, намагаючись зменшити задирок, але весь він не пішов. Перевірив на рез волоса- не ріже з задирок. Це пишу для тих, хто вважає, що волосся можна відрізати задирок.
Потім перейшов з 50/40 відразу на 3/2, як писали тут ведучи по одному разу на бік, але так як я точив все під прямим кутом, і ніж довгий, довелося кілька разів проводити по кожній стороні. І так кілька разів. Але, ніж набравши гостроту, по відчуттях, як після вашіти, все ж не пройшов тест на рез волоса. ((
Пам'ятаючи про своє більш-менш вдалим досвідом на фігурний рез серветки при наявності тільки алмазів і китайських алмазів і одного фінішніка, коли волосся відвалювався в будь-яку сторону на хорошому відстані, я взявся за Байкалом.
І буквально через кілька проходів на сторону цей ніж сталь впевнено різати волосся в 0,5 см, правда тільки в одну сторону, без чистого ременя, або чого-небудь ще.
Можна було ще попрацювати і підняти гостроту, але я зайшов сюди зі своєю болячкою про швидкоріз.))
chingachgook
18-7-2016 22:27 chingachgook
quote: але я зайшов сюди зі своєю болячкою про швидкоріз
quote: бистрорезущая сталь D2 (HLS13% Cr)
HLS 13% Cr - 1.2379 - D2 Це з сайту виробника.
Слово "швидкоріжуча" тут явно зайве. Пила використовує німецько-китайську сталь 2379, що на 99,99% є аналогом нашої Х12МФ. Тому спробуйте заточить цей ножик не як "швидкоріз", а як "Х12МФ". Думаю все вийде.
Nikolay_K
18-7-2016 23:30 Nikolay_K
quote: Originally posted by chingachgook:
Слово "швидкоріжуча" тут явно зайве. Пила використовує німецько-китайську сталь 2379, що на 99,99% є аналогом нашої Х12МФ.
D2 класифікується як "cold work steel"
тобто називати її швидкоріз --- це груба помилка
принципова відмінність "cold work steel" --- вона не здатна утримувати міцність при жорсткому тепловому режимі (не володіє красностойкостью)
basp0719-7-2016 7:43 basp07
quote: Originally posted by chingachgook:
Слово "швідкоріжуча" тут явно зайве. Пила вікорістовує німецько-китайських сталь 2379, что на 99,99% є аналогом Нашої Х12МФ. Тому Спробуйте заточити цею ножик НЕ як "швідкоріз", а як "Х12МФ". Думаю все Вийди.
Дякую за підказку, та й Х12МФ не так проста в ув'язненні й різніться за якістю, в залежності від виробника, и не всяка у мене доводитися до Речі для гостроті. Точів D2 Стандартні, без особливого Виведення рисок, як и всі стали, без хітрощів и мікрофаска. Спробую днями одному, таку ж D2, заточіті на алмазах, а перша "надерті на пасті". Є пару різніх Х12МФ, від різніх віробніків, но Точа до гостроті по різному, но может це и від настрою покладу. Віддам сегодня одну з них, з пристойно набраної гостротою, на пару з вчорашньою 40Х13, мамі на пробу. Обидві, свежезаточенним, Х12МФ і 40Х13- сьогодні, з ранку, перевірив на рез двох різних, м'яких, батонов- ріжуть, як зазвичай це буває і подобається домашнім.Хочу порівняти з втоми на хороший рез паперу, але у Х12-й є фора в більш тупому куті і доведений він набагато ретельніше на натуралів, з заточкою без алмазів. basp07
19-7-2016 7:46 basp07
Прошу вибачення у ТЗ, якщо не по темі, але намагаюся поєднувати агресію зі стійкістю і поки не все зрозуміло, хоча прочитав практично всі статті від нього і по кілька разів, знаходячи щоразу щось нове.
oldTor19-7-2016 10:32 oldTor
Нічого, відхилилися й добре, але далі, все ж прошу більше по темі.
За Вашої проблеми - з D2 буває задирок "бахромою", і такий, звичайно ж волосся зазвичай не ріже, але заусенка буває дуже різною.
Може бути бахрома, може бути нитка, може бути смужка стали, може загинатися на сторону або стирчати сторч, що не зігнутою і навіть якийсь час, недовгий, радувати гостротою) Особливо жирна така може і не ідентифікуватися візуально, не давати відблиску, або давати його тільки в одному певному ракурсі і бути настільки дрібною, що і не у всяку оптику її видно.
Навести заусенку спецом, яка як раз буде різати і волосся як завгодно і ін. - взагалі справа нехитра - впевнений, що більша частина ютубних роликів з різом волоса - якраз така ось "підстава" з розряду "як я круто нагострив до різу волоса" )
Що стосується варіантів заусенкі - вийшла на конкретному ножі, може бути такою, якою вийшла, в залежності як від того, як і чим точимо, так і від особливостей обробки даної сталі, її в'язкості, пластичності і структури - моя практика показує, що найбільш акуратна заусенка, у вигляді самостійно відходить в якийсь момент "нитки", фрагменти якої можна розгледіти в МОР на поверхні водника, наприклад - не тягне з кромки фрагменти такої, і залишає кромочку вельми хорошою і однорідною. Таке мені на сталях типу D2 і Х12МФ, траплялося не так часто, особливо зазначу на дуже мені сподобалася Х12МФ від Чебуркова.
А ось що на Х12МФ що на D2 "попроще", коли і структурку завеликий, і сталь суха або навпаки, "пухкі" -вже такий акуратною не буде.
Це і інших сталей стосується.
Якщо заусенка не бажає йти, може бути ще й ось яка штука - це вже втомлена від занадто тривалої заточування кромка, поступово виходить на заусенку. У будь-якому випадку, технологічний бар'єр - рятує. Хоча іноді потрібно зняти чимало, з запасом, на предмет видалення дефектного шару від слесарке, якщо дуже тонко зведено, і машинної заводської заточки - часто, на нормальний набір гостроти та стійкості, клинок виходить після пари-трійки переточувань.
D2 може прекрасно довго різати і в заводській навіть, і дуже агресивно, якщо вдало приготовлена, кромку не відпустили і не попалили.
Ось я тут недавно про поюз заводської заточки D2 від ЮК писав - дуже навіть непоганий приклад:
http://forum.guns.ru/forummessage/224/630341-7.html
пост 143
І повторю свій висновок по ній, трохи доповнивши в ракурсі даної теми - для хорошого довгого агресивного різу подібної стали, цілком має сенс імітація заводської заточки, тобто як варіант - заточка на досить великому зерні, і згладжування з легким підвищенням кута, або навіть в Легенький "ЛінзОчки" чимось набагато більш тонким з великим кроком зернистості, або, як варіант - після заточки тонший, нанесення більшої ризики з оголенням структури стали.
Проілюструю, що маю на увазі - спочатку другий варіант (якраз D2 на хіндостане), потім перший (брусок КК F400 + згладжування на пасті, шаржовані в папір):

Зрозуміло, що другий варіант куди дешевше, але я не розглядаю варіанти з точки зору вартості, а тільки з точки зору ефективності.
Виглядають два варіанти зовсім по-різному, динаміка затупления і характер затупления відрізняється, ясна річ, під різні матеріали теж буде різниця в цьому, але обидва варіанти дають шуканий результат - вельми високу агресію різу при пристойній "крейсерською" стійкості. Другий, зрозуміло, сяде раніше, може почати милити швидше. Перший - навіть як слід попрацювавши, зажадає більше зусиль для різу, але продовжить "пиляти". Хоча, стругати їм зовсім незручно і клопітно, а другим - нормально.
Це звичайно приблизно, "вкусовщини" тут теж багато, від сталі і геометрії багато залежить, але якось в загальних рисах, думаю, я ідею передав.
edit log
-
Служение слова

Те, кто отвечает за собрания, не должны пребывать в покое,...
Читать полностью -
Божье благословение находится в единстве

Божье благословение для церкви находится в единстве. Святой...
Читать полностью -
Не сеять семя смерти и разлада

Те, кто усвоил урок, скажут «аминь», если старейшины решат,...
Читать полностью -
Высшее проявление гордости
Те, кто живёт в доме для работников, являются талантливыми...
Читать полностью
